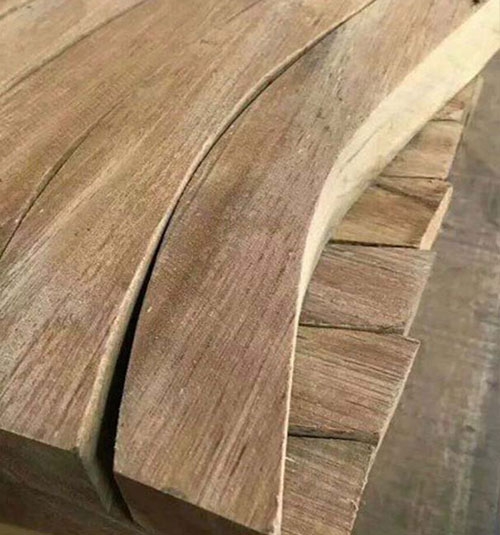
承接园林古建木材加工、锯板、车圆、刨光
防腐、碳化、异形制作安装施工等
全国销售热线
18059960088
13615988800
防腐、碳化、异形制作安装施工等
全国销售热线
18059960088
13615988800

张家港巴新木业有限公司
座机:0512-56752228
联系人:肖先生
手机:18059960088
13615988800
邮箱:13615988800@126.com
网址:tops1503.com
地址:江苏省苏州市张家港市金港镇长江西路高峰工业园区